


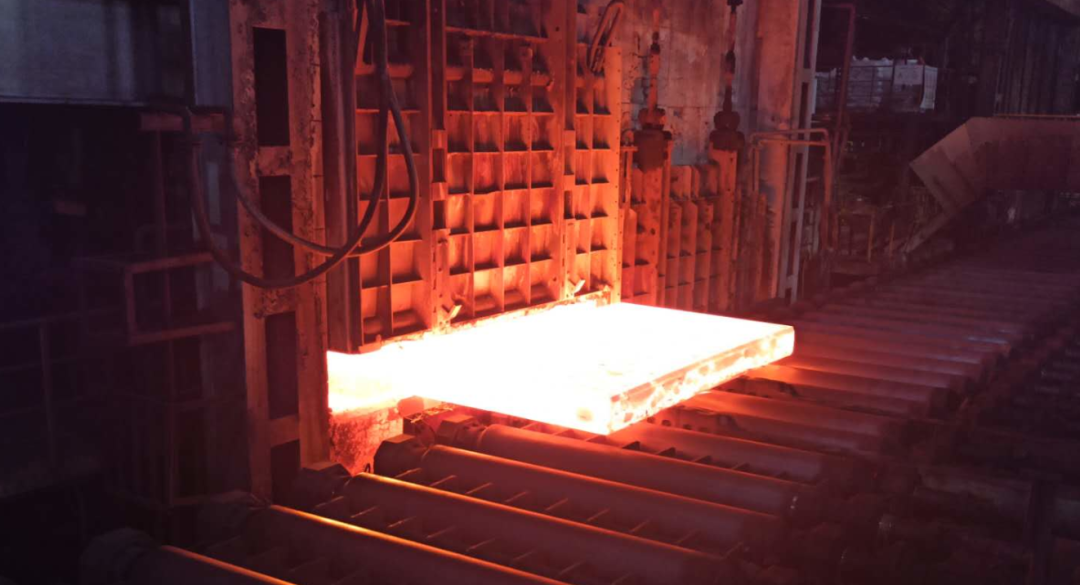
近期,在中國寶武2025年上半年“產品經營”勞動競賽厚板賽項評選中,重慶鋼鐵4100mm產線憑借出色表現,榮獲厚板“熱裝優勝產線”冠軍稱號。
板坯熱裝率,指的是高溫板坯從連鑄工序直接送入加熱爐進行軋制的比例。省去冷卻、存儲、再加熱等多重環節,不僅節約了大量能源消耗,也極大提升了生產效率。“我們成功的秘訣,是心往一處想、勁往一處使。”中厚板軋制車間副主任楊崟笑著說道。

破局!多界面協同“攥指成拳”,
攻克熱裝“硬骨頭”
熱裝熱送,是連貫鋼軋工序的“關鍵一環”,而“連鑄與軋鋼節奏不匹配”“鋼種多樣難協調”等問題,曾一度制約熱裝率的提升。面對瓶頸,4100mm產線沒有單打獨斗,而是構建起一張堅實的“跨部門協作網”。由制造管理部牽頭,煉鋼與軋鋼工序緊密配合,建立起“溝通-協調-推進”長效機制。結合實時生產動態,精準安排檢修與日維計劃,圍繞合同結構與品種規格推進“精細化排產”,讓煉鋼與軋鋼計劃的高度匹配。熱坯配送更加均衡,熱裝率穩步提升。打破部門壁壘,凝聚共同目標,正是憑借這種協同攻堅,將瓶頸轉化為提質增效的優勢。
榜樣!值班長羅鍇的“崗位堅守”,
推動熱裝“再升級”
一個人的努力是微光,一群人的堅守能匯聚成火炬。在這條冠軍產線的成長路上,從不缺少“敢想敢干”的骨干,乙班值班長羅鍇正是其中之一。對于熱送鋼坯,羅鍇心中有本“明白賬”:即將軋制的規格、煉鋼澆注順序、精軋工作輥剩余軋制里程……他都了如指掌。面對“熱送時段與軋輥模型不匹配”等問題,他主動提出建議,通過協作網與煉鋼溝通調整澆注順序,或提前更換工作輥,實現熱坯與軋輥的“完美適配”,最大限度減少因規格不符導致的工藝下線。“能裝盡裝,少下線一塊鋼坯,就是為企業降本增效。”憑借“盯細節、解難題”的專業與耐心,他將熱裝計劃的“放冷時間”優化到極致。
同心!全鏈條協作的“熱裝密碼”,
每個環節“不掉鏈”
熱裝冠軍的榮譽,不屬于某一個部門或個人,而是從一線操作工到技術團隊、從生產車間到管理部門“擰成一股繩”的成果。為減少熱坯在堆放過程中的溫度損失,軋制車間對原料2號板坯庫進行“改造升級”,劃定20個專用垛位,加裝保溫圍擋,實行“分區堆放”,確保每塊鋼坯都能有效“保溫”。行車車間同步優化板坯庫行車運行模式,每臺行車職責明確,有的發揮機動補位作用,有的對接火切機進行堆垛與裝爐,還有的機動補位,及時完成熱坯堆垛與裝爐,最大限度降低溫度損耗。技術支撐同樣到位:寶武重工服務團隊根據支撐輥周期,磨削不同凸度軋輥以滿足生產需求;軋制車間結合軋輥參數拓展計劃反跳能力,減少排產限制;原料班組發揮兩線切割優勢,按軋制計劃調整進爐順序,保障全線流暢運轉。
4100mm產線的成功,是全鏈條高效協作的生動實踐。未來,產線將繼續在降本增效的道路上創新突破,讓冠軍產線的旗幟持續飄揚,為企業高質量發展持續注入強勁動力!(榮世喬 鄒蘭欣)